Sustainable small-scale brick production
Practical Action
one. Practical Action opted for the use of Buller's bars (sometimes called Holdcroft bars or
thermometry). These come in a range of numbers, deforming at different temperatures
sustained for a period of time. Stands holding four different bars are placed at strategic
locations in the kiln to provide a good indication of the heat-work done in these locations.
Research achievements
In Zimbabwe, demand for bricks far outstripped supply by the mid 1980's, as a result of rapid
urbanization. This created opportunities for SMEs to supply the urban market with bricks of
better quality than the traditional "farm bricks". Unfortunately, since SMEs relied on wood to
fire their clamps this caused a scarcity as well as deforestation.
Practical Action's initial intervention was, in partnership with a local NGO, to establish a small
brickworks near Chegutu. The main innovation here was a coal-fired clamp, considered an
appropriate technology for SMEs because of its low investment cost. In such clamps, fuel is
spread throughout, which increases efficiency. Although coal-fired clamps were known
elsewhere, they had to be adapted to the scale of production in Zimbabwe, typically 20000-
30000 bricks per clamp. This adaptation was successfully achieved.
In order for bricks to meet the standards prevailing in urban areas, improvements in moulding
were needed as well. A number of options were experimented with: two imported presses, an
imported moulding table and a locally produced one. All of these have proven to be effective,
but output from the tables is lower than from the presses. On the other hand, the imported
equipment is rather expensive, a disadvantage overcome by the local model. It is worth noting
that better clay preparation, moulding and drying reduce wastage and energy use.
A later innovation has been the
replacement of coal by boiler waste.
This is freely available from certain
industries, for which disposal causes
problems. Due to the inefficiency of the
boilers, the ash retains a high calorific
value. The use of this residue has
greatly increased the viability of certain
brickworks. At Kurarama, for instance, it
reduced energy inputs to just 8% of
overall production costs.
The work in Zimbabwe is now in its
dissemination phase. By 1996, more
than 60 separate SMEs were reported to
use coal-fired clamps, which is a good
indicator of the viability of the
technology. Unfortunately, data
collection on energy use and efficiency
and environmental impact has been
rather haphazard, due to time pressures
on staff and the initial absence of a
standard methodology for assessing
energy efficiency. From a recent
environmental impact study of
brickmaking in Zimbabwe, we may
derive that traditional wood-fired clamps
use 2,05MJ/kg of fired clay to dry and
fire the bricks, whilst releasing 0,255
kg CO2/kg of brick. Compared to Table
1, these figures are low, a sign that
most bricks are probably underfired.
Comparable figures for coal-fired
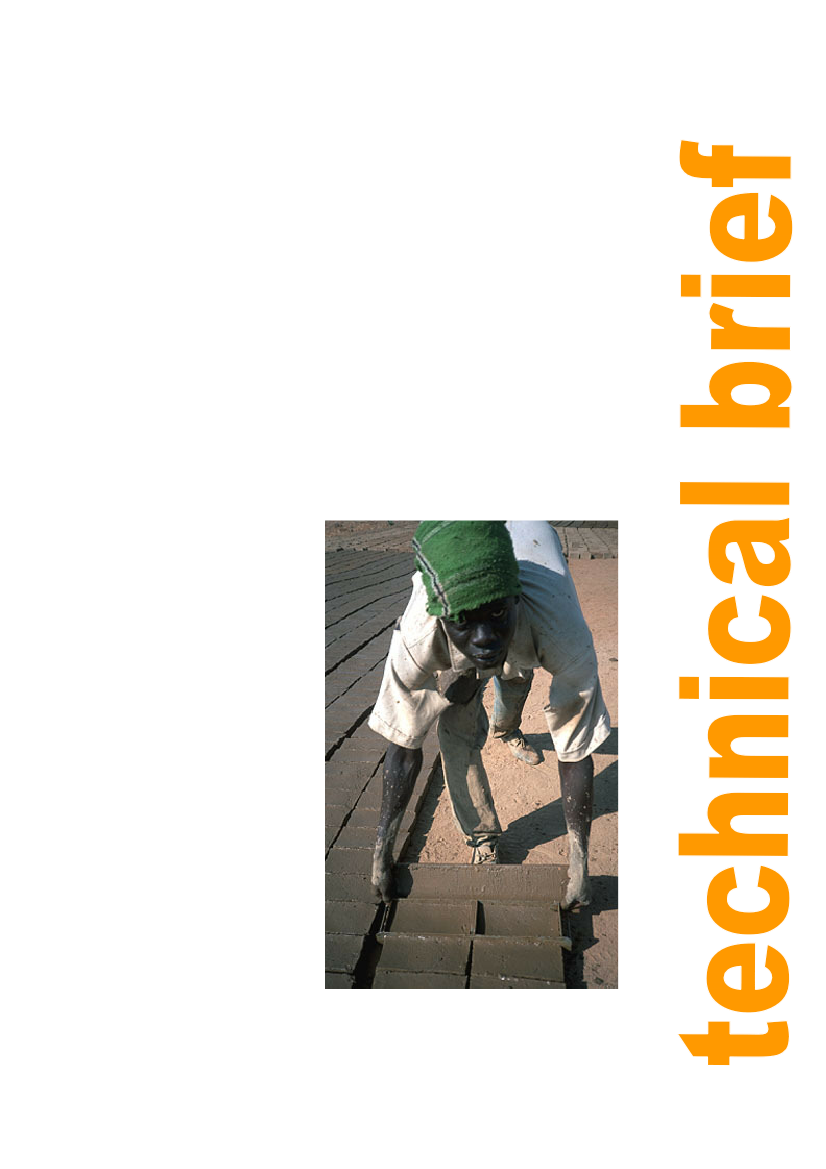
Figure 3: Brick-making using improved kiln at
Kassala, Eastern Sudan. Releasing the moulds
and laying bricks for drying. Photo: Practical
Action / Mohammed Majzoub.
4